The minimum bend edge dimension l in the figure is the minimum bend edge dimension of one bend edge plus t t is the material thickness and the height h should be selected from commonly used plates such as 0 5 0 8 1 0 1 2 1 5 2 0.
Minimum bend radius plastic sheet.
Crca inside bend radius equal to 0 65 times of sheet thickness is also enough.
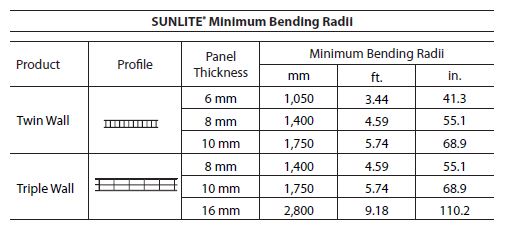
Cold bending tuffak gp polycarbonate sheets may be cold bent with the minimum radius based upon the sheet thickness.
Unfortunately sheet metal bending is not always going to be the same in every shop.
In steel between 0 5 and 0 8 in.
To calculate the minimum bend radius of curvature multiply the thickness of the sheet to be used by 330.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
For this reason strip heat bending is recommended on all gauges 118.
Use this document to choose values that are both manufacturable and meet your needs.
Minimum cold forming radius sheet thickness x 100.
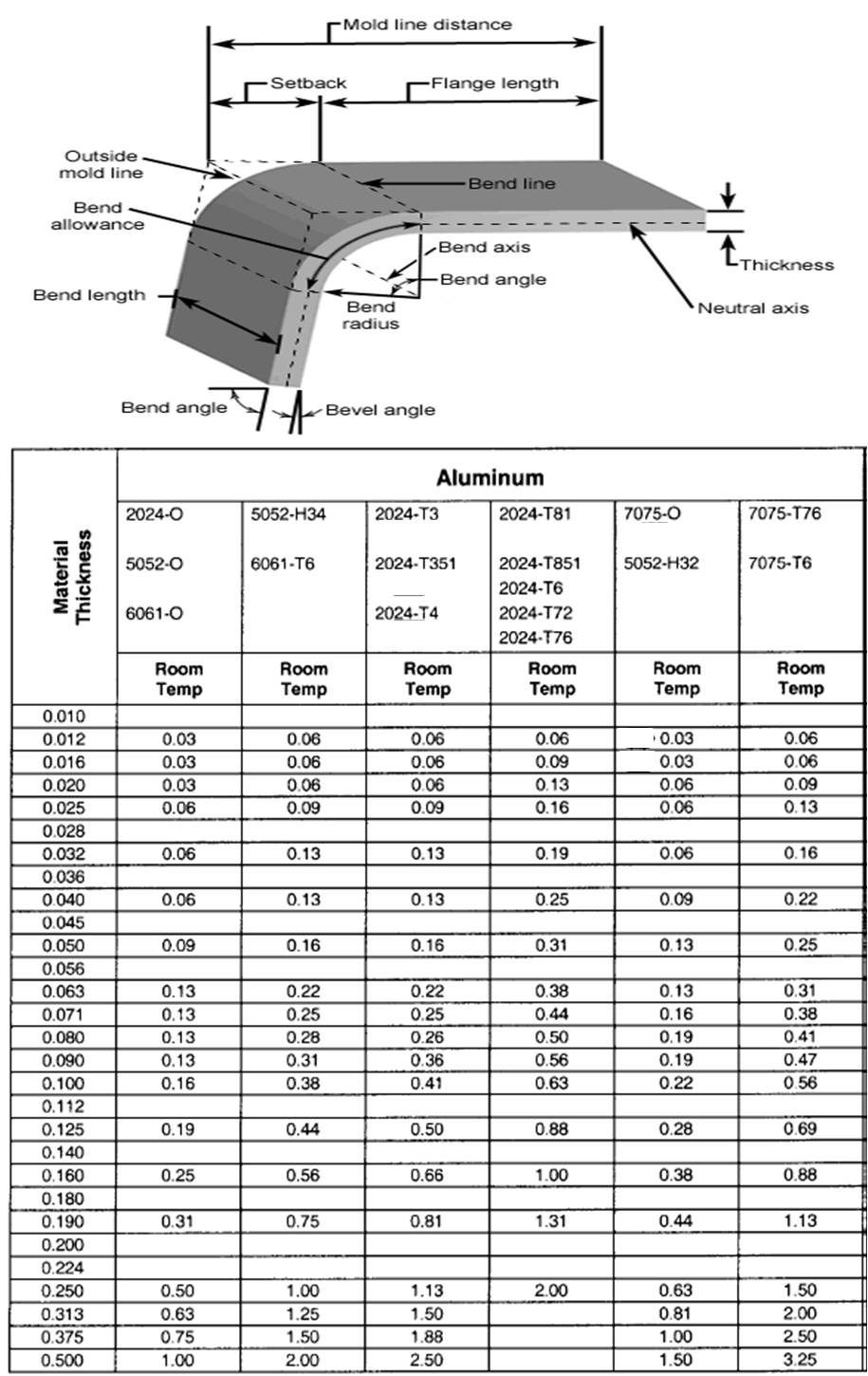
The minimum bend radius data shown in these charts is measured to the inside of the bend.
Cold forming is possible.
This gives the minimum radius that should be attained if the final form is to remain in place.
Minimum inside bend radius for sheet metal recommended inside bend radius for sheet metal parts should be equal to material thickness.
Cold forming plexiglas sheet can be cold formed bent at room temperature in a smooth arc and held to a radius by forcing the material into a curved channel support.
Line bending or thermoforming a brasion resistant acrylic sheet is not recommended.
It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
But for harder materials e g.
This radius is applied in all cold bending procedures.
The leg lengths are the part of the flange which is outside of the bend radius.
It is given by multiplying the thickness of the sheet by 100 i e.
Generally this height is not suitable for selecting a higher size.
The bend allowance is defined as the material you will add to the actual leg lengths of the part in order to develop a flat pattern.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
Tighter radii may result in crazing or cracking of the coating.
Bend radii minimum bend sizes.
As a guideline the material can be radiused to 100 times the thickness.
Again the minimum inside bend radius is even larger when bending with the grain.